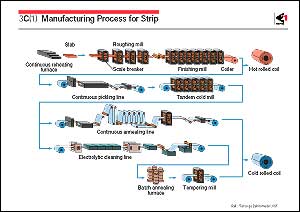
The figure shows the manufacturing
process for hot rolled and cold rolled coils of strips. A slab
about 250mm in thickness is heated in the continuous reheating
furnace. After the scale breaker has removed the scale from the
surface of the slab, the slab is then hot rolled by a hot strip
mill which contains both roughing mills and finishing mills.
The roughing mills, which are 2-high or 4-high mills of 2 to
6 stands, carry out either reversing or one-direction rolling.
The finishing mills, which are 4-high or 6-high tandem mills
of 5 to 7 stands, carry out continuous rolling to the final strip
thickness. The thickness of strips rolled on the hot strip mill
ranges from 0.8 to 25.4mm, the maximum strip width is 1.3 to
2.2m, and the rolling speed of the final stand is about 1.3 km/min.
After hot rolling, hot rolled strips are cooled and coiled. For
products other than as-hot rolled strips, scale is removed from
the surface of the hot rolled strip in a continuous pickling
line, and the hot rolled strip is then cold rolled by a tandem
cold rolling mill or a reversing mill. The tandem cold rolling
mills, which are 4-high or 6-high mills of 4 to 6 stands, roll
strips to a minimum thickness of 0.1mm at a rolling speed of
2.5 km/min. Coils in the as-cold rolled condition become work
hardened, so it is necessary to anneal the strip to the required
hardness. There are two kinds of annealing: continuous annealing,
in which coils are uncoiled and passed continuously through the
annealing furnace, and batch annealing, in which coils are stacked
and annealed in bell-type furnace. Continuous annealing is now
the mainstream practice, since its productivity is much higher,
and the heating and cooling rates are much faster and more controllable,
and rapid cooling is possible. As the cooling rate is slow in
batch annealing, a larger amount of solute carbon in a material
precipitates in larger sizes and coils become softer than in
continuous annealing. Since yield-point elongation occurs in
annealed materials, it is necessary to apply skin pass rolling,
which is called temper rolling, to prevent this problem with
annealed materials.
The manufacturing process for strips achieves the target thickness.
At the same time, the properties suited to the application are
obtained by controlling the grain size, precipitates, and texture
through the hot rolling, cold rolling, and heating and cooling
processes.
Plates are usually produced by a hot reverse rolling mill, comprising
a single stand roughing mill and a single stand finishing mill.
Although these rolling mills are basically the same as those
used for producing strips, they differ in the following points:
(i) they are wider and more powerful; (ii) forward and reverse
rotation of the rolls is possible; and (iii) a mechanism for
rotating the slab 90 is provided before and
after rolling so that products of larger width than the slab
width can be produced. is provided before and
after rolling so that products of larger width than the slab
width can be produced. |
|
 |
 |
 |
|
|