|
従来の連続鋳造プロセスによるホットストリップの生産では、連続鋳造スラブ(150〜250ミリメートル)の再加熱と2段粗圧延機によるシートバー(30〜60ミリメートル)への粗圧延、その後のタンデムストリップミルあるいはステッケルミルによる目標板厚のストリップへの熱間圧延が必要である。最近の薄スラブ連鋳技術は、粗圧延機の省略やタンデムストリップミルのロールスタンド数の減少を可能にした。1856年にへンリー・ベッセマー(Henry
Bessemer)によって初めて提案されたように、もし溶鋼をストリップに直接鋳造すれば、投資や操業費の削減が期待される。この提案は、多くの投資家に注目されたが、工業化には成功しなかった。
しかし、この10年間に、主として日本、ヨーロッパおよびアメリカにおいてパイロットプラント規模で、湯溜まりの維持、湯溜まり中の溶融メニスカスレベルの制御、ストリップ張力やロール間隔の調整、ストリップの形状や厚みの改善など種々の開発が行われた。数トン規模のパイロットプラントでの成功例は報告されているが、工業化は新日本製鉄の双ドラム式ストリップキャスターが世界で初めてである。このキャスターは1997年に生産を開始し、60トン規模で厚さ2.0〜5.0ミリメートル、幅760〜1,330ミリメートルのオーステナイト系ステンレス鋼板を鋳込むのに使われている。
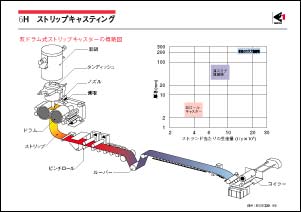
双ドラム式ストリップキャスターの概要を図に示す。このプロセスでは鋼を取鍋からタンディッシュを経て、双ドラムと側堰で構成される湯溜まりに鋳込む。ドラムロールは鋼製で、熱交換制御と潤滑のために、その内側を水冷し、外側はセラミックで被覆してある。側堰はセラミックでできており、凝固穀が成長するのを防ぐために加熱してある。
双ドラム式ストリップキャスターの生産性を、薄スラブ連鋳機や従来のスラブ連鋳機と比較して図に示す。現在、ストリップキャスターの年産能力は50万トンにとどまっており、ストリップキャスティングの変動費用は、側堰やロールが消耗するのであまり低くはならない。したがってストリップキャスターは、コマーシャルグレードの炭素鋼を大量に鋳込む既存の連鋳機にとって代わる立場にはないが、多品種少量生産の特殊鋼の鋳込みには適している。
鋳込まれたストリップの板厚方向の組織は、従来の連続鋳造スラブの表層とだいたい同じである。すなわち、表面はチル晶で、その内側は微細な柱状デンドライトであるが、中央の等軸晶領域は極めて薄く、中心偏析は少ない。
閾値以上の圧下率を確保して組織制御を必要とする鋼もある。最終製品の板厚が素材である鋳込みストリップ厚並みに厚い場合には、この閾値が確保できない。コマーシャルグレードの炭素鋼はこの範疇に入るかもしれない。したがって、ストリップキャスティングを広範に適用可能とするためには、圧延率、組織および特性間のこのような関係をさらに調査する必要がある。
|