|
ホットストリップを生産する従来のプロセスでは、厚さ約250ミリメートルのスラブを炉で再加熱し、厚さ30〜60ミリメートルのシートバーまで粗圧延機で一本ずつ熱間圧延し、その後、厚さ1〜25.4ミリメートルの範囲の目標厚さに仕上圧延機で圧延する。
このプロセスでは、各シートバーが仕上圧延されストリップとなったあとの先端と尾端が、コイラーに巻き取られるまでの間、このストリップの両端にはコイラーと仕上圧延スタンド間の張力が加わらずにコイラーに入る。そこでストリップの両端は、たとえば跳ねたり波打ったりして、ローラーテーブル上を不安定に通過する傾向にある。この傾向はストリップが薄いほど大きく、これが従来のプロセスで、板厚が0.8ミリメートル以下のホットストリップが生産できない理由のひとつである。
ストリップの両端は、不安定な仕上圧延により、中央部とは寸法、形状、特性が異なっており、均一なストリップの製造のために、一般にはこの両端部を切り捨てる。しかし、その結果切り捨てた両端部に相当する歩留り低下が生じる。さらに、スラブの圧延間隔待ちや、不安定な圧延を避けるための開始時と終了時の減速仕上圧延により生産性が低下する。
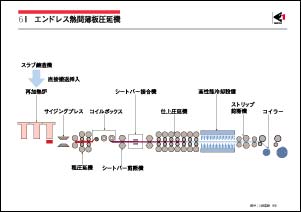
歩留りと生産性は、数枚のスラブを連続圧延(これを「エンドレス圧延」と呼ぶ)することによって改善できる。エンドレス圧延は1996年に川崎製鉄千葉製鉄所の新熱延ミルにおいて世界で初めて実現された。そのプラントの概略を図に示す。プラントの主な設備は、3基の再加熱炉、スラブ幅を減らすサイジングプレス、3基の粗圧延機、コイルボックス、接合装置(シートバー接合機)、7スタンド仕上圧延機、ストリップ剪断機と2基のコイラーである。
エンドレス圧延を行うためには、接合装置で先行シートバーの尾端と後行シートバーの先端の接合により、シートバーを連続して仕上圧延機に供給する必要がある。この接合は、先行シートバーの尾端が仕上圧延機の最初のスタンドに入るまでに完了していなければならない。したがって接合許容時間は、1枚のシートバーの仕上圧延時間の約20秒よりは短い。さらに、後行シートバーの先端が、適切な接合タイミングに接合装置へ到達していなければならない。そこでつぎの機能を遂行するためにシートバーコイルを3カ所で保持できるコイルボックスが備えられている。すなわち、粗圧延機で圧延されたシートバーが巻き取り位置で巻き取られ、待機位置で接合時間の調整のため待機し、そのあと巻き戻し位置で巻き戻される。
仕上圧延後冷却したストリップはダウンコイラーの前に設置した高速ストリップ剪断機で分割する。ストリップの分割および巻き取りにおいては、先行ストリップの尾端を適正位置で瞬時に止めて高速走行中の後行ストリップの先端をつぎのコイラーへ導くことが重要である。
エンドレス圧延では、接合されたシートバーを全長にわたって間断なく定速度で安定的に仕上圧延することが可能であり、ストリップの寸法、形状、特性などの品質が全長にわたって均一に改善される。切り捨てるべき端部の数が少ないため歩留りも向上する。歩留りは0.5〜1.0%、生産性は20%、それぞれ向上するとされている。さらに、この新しいプロセスでは、板厚0.8ミリメートル以下のホットストリップも製造することができる。
|