|
1トンの鋼を作るのに消費する1次エネルギーとそれにより発生するCO2の量は、鉄スクラップ-電気アーク炉(EAF)方式(炭素換算で70キログラム)の方が、鉄鉱石-高炉-転炉方式 (炭素換算で440キログラム)より少ない。この理由は、後者の方式では鉄鉱石を鉄に還元するのにかなりのエネルギーが必要なためである。
放出されるCO2を固定したり大気中で濃化するのを防ぐための技術が、近い将来、実用化されるとは思えない。われわれの社会の持続的発展のためには、CO2の排出を減らす(化石燃料消費の削減)べきである。鉄スクラップのリサイクルはこの目的に合致している。スクラップ-EAF方式が製鉄プロセスに占める比率を高めてきたのはこのような理由による。
従来は、スクラップ-EAF方式は、老廃および加工スクラップを原料に大量のコマーシャルグレードの長尺製品(形鋼、線棒のような)、あるいは大部分が自家発生かまたは加工スクラップを原料に高級品質の同様の製品や鍛造製品を、製造するのに主に使われてきた。
しかし、近年、新しい薄スラブ連鋳技術により、スクラップ-EAF方式のメーカーで板製品も製造できるようになった。薄スラブ連鋳技術は、Compact
Strip Process(CSP)として、ドイツのSMS社により開発され、アメリカのNucor社が操業技術を完成させた。類似の技術が、Demag社とArvedi社によるIn-line
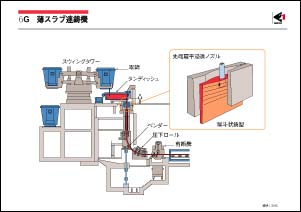
Strip Process(ISP)を含めて、引き続いて開発された。溶鋼を、出口厚が60〜100ミリメートルの漏斗状のテーパー鋳型あるいはストレートテーパー鋳型に鋳込み、液状のコアを残したままストランドに引き出す間に約50ミリメートル厚まで減厚する。そして、ライン内で約30ミリメートルに減厚し、続いて従来より少ないロールスタンド数のタンデムホットストリップミルで熱間圧延する。最新のEAF-薄スラブ連鋳機方式一貫ラインでは、従来より少ない設備投資、エネルギー消費、高い労働生産性で年間約100万トン/キャスターの生産が可能である。
このような工場の典型的なライン構成を図に示す。薄スラブ連鋳技術に加え、スクラップの予熱、スクラップの連続投入、ツインシェル炉、DC-アーク炉などすでに述べたさまざまな炉を含めて、EAFの効率や生産性もかなり向上した。このような技術により、スクラップが入手可能な地域では、粗圧延機の省略やインライン圧延により投資額の削減が可能になった。薄スラブの厚さが従来の連続鋳造スラブの約30〜50%なので、年100万トンの生産機としては、鋳込み速度を従来の2〜3倍、すなわち毎分約6メートルにする必要がある。このような高速鋳造では、割れに敏感な鋼種は表面欠陥が発生しやすく、包晶鋼のような極端な場合には、スラブ表面割れ発生によりいまだに鋳造が困難である。今後さらにプロセスを改善する必要がある。
工業先進国におけるスクラップの発生は今後も増え続けるので、スクラップ-EAF-薄スラブ連鋳機の組み合わせによる生産比率はさらに増えるであろう。この方式の適用範囲は汎用鋼材に限られていたが、現在では深絞り用鋼を含めた高級鋼材に拡げられつつある。しかし、スクラップ-EAF方式に関しては、Cu、Sn、As、Sb、Biのようなトランプエレメントによる鋼の特性劣化や、ZnやPbのような揮発性不純物元素や有害なダイオキシンを発生させるプラスチックのような廃棄物による汚染を防止することが今後の課題である。
|