|
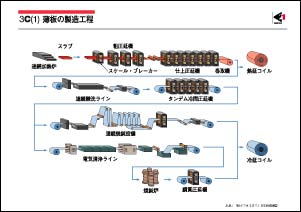
図は薄板(熱延コイルおよび冷延コイル)の製造工程を示したものである。連続加熱炉により加熱された厚さ250ミリメートル前後のスラブは、スケール・ブレーカーによって表面のスケールを取り除いたのち、粗圧延機および仕上圧延機から成るホットストリップミルにより熱間圧延する。粗圧延機は、2〜6スタンドの2段式あるいは4段式圧延機から成り、往復または一方向の圧延を行う。仕上圧延機は、4段式あるいは6段式圧延機が5〜7スタンドつながったものであり、最終板厚まで連続圧延する。ホットストリップミルで圧延する薄板の板厚は0.8〜25.4ミリメートル、最大板幅は1.3〜2.2メートルであり、最終スタンドの圧延速度は毎分1.3キロメートル程度である。熱間圧延のあと熱延薄板は冷却してコイルに巻き取る。熱延薄板の状態で使用するもののほかは、さらに連続酸洗ラインで表面のスケールを除去したあと、タンデム冷間圧延機あるいはリバース圧延機により冷間圧延する。タンデム冷間圧延機は4〜6スタンドの4段式あるいは6段式圧延機から成り、最小板厚0.1ミリメートルまでの薄板を、毎分2.5キロメートルの速度で圧延する。
冷間圧延したままのコイルは加工硬化しているので、目標の硬さに調整するための焼鈍を行う。焼鈍には、コイルを巻き戻して焼鈍炉内を連続して通過させる連続焼鈍と、コイルを積み重ねてベルタイプの炉で焼鈍を行うバッチ焼鈍とがある。現在では、バッチ焼鈍より生産性が高く、加熱や冷却速度が速く急冷が可能で、かつ自由に制御できる連続焼鈍が主流である。バッチ焼鈍では、冷却が徐冷となるため、材料中に多く存在する固溶炭素が大きい析出物として析出し、コイルは連続焼鈍の場合より軟化する。焼鈍材は降伏伸びが発生するので、これを防ぐためには調質圧延と呼ばれるスキンパス圧延を行う必要がある。
薄板の製造工程では、目標の板厚を得ると同時に、熱間圧延、冷間圧延、加熱、冷却の工程を利用して、結晶粒度、析出物、集合組織の制御を行い、用途に応じた適切な特性の鉄鋼材料にする。
厚板は普通、粗圧延機および仕上圧延機それぞれ1スタンドの熱間圧延機による往復繰り返し圧延によって製造する。圧延機は基本的には薄板用のそれと同じであるが、より幅広くかつ強力であること、ロールの正逆転が可能であること、ロールの前後にスラブを90°回転させる機構を持ち、スラブの幅より広い幅の製品の圧延ができることなど、が異なっている。
|