|
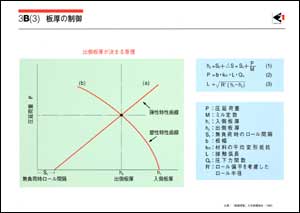
ロール出側の板厚h2は、材料の弾性変形を除けば負荷時のワークロール間隔に等しく、(1)式に示されるように、無負荷時のワークロール間隔S0と、負荷による圧延機の変形量ΔSの和である。ΔSは圧延荷重Pとミル定数Mによって表わされるので、出側板厚は圧延荷重によって変わる。ΔSは、ミリメートルのオーダーになるので、出側板厚にとって無視できない大きさである。(1)式は図の曲線(a)で示され、圧延機の弾性特性曲線という。
圧延荷重Pは、変形理論からも求められるが、マクロ的には材料要因と圧延条件の関数として(2)式のように表わす。平均変形抵抗Kmは、材料成分のほか、圧下率、圧延速度、温度の関数であり、接触弧長Lは、幾何学的関係からロール半径、圧下率と(3)式のように関係づけられる。(2)および(3)式は、圧延荷重が材料の平均変形抵抗、入側板圧と圧下量の増加にともなって増加することを示し、図では曲線(b)で表わされる。この曲線を材料の塑性特性曲線という。(1)〜(3)式を連立させて解くことにより出側板厚が決まる。これは図において2つの曲線の交点に相当する。
定常状態での圧延中、ワークロールの間隔が変わったり、圧延速度や温度の違いによる平均変形抵抗の変化あるいは入側板厚の変動が生じると、出側板厚とともに圧延荷重が変わる。すなわち、圧延荷重を監視することによって出側板厚の変化を瞬時に把握できる。圧延荷重が変化した場合、(1)式から荷重の差を補償する分だけS0を調節することにより、出側板厚を常に一定に保つことができる。これが自動板厚制御(AGC)の原理である。
|