|
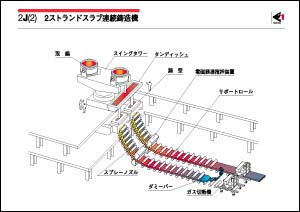
連続鋳造機は図に示すとおりタンディッシュ、鋳型と鋳型振動装置、鋳片サポートロール群、鋳片を曲げるロール、矯正するロール、挟んで引き抜くロール、スプレーノズル群、鋳片切断用ガス切断機および鋳片引き抜き用ダミーバーなどから成る。
線・棒・形鋼・管用素材には、鋳片断面が小断面で丸や正方形状のビレット連鋳機や、大断面で同様形状のブルーム連鋳機を、薄板・厚板用素材には、大断面で方形広幅のスラブ連鋳機を用いる。平板製品の素材であるスラブは、通常の連続鋳造では厚さ100〜250ミリメートルに鋳造するが、近年、これより薄い、30〜80ミリメートル厚さの薄スラブを鋳造する薄スラブ連鋳機が実用化、あるいは計画されている。これはつぎの熱間薄板圧延工程において、粗圧延機を省略できるメリットがある。このプロセスでは、7.0メートル/分という現状では最高の速度で鋳造しても、スラブ厚が薄いので、生産量が1ストランドあたり約100万トン/年に制約される。したがって、溶解精錬設備としては生産能力が同等な電気炉と組み合わせて、ミニミルで採用されている。
連続鋳造機の方式には、(a) 鋳型とサポートロールを垂直に配置した垂直型、(b) 垂直に移動しながら凝固した鋳片を、凝固完了位置で水平に曲げる垂直曲げ型、(c)
彎曲鋳型とサポートロールを同一半径の円弧上に配置し、鋳片を凝固端で水平に曲げ戻す彎曲型、(d) 鋳型と上部サポートロール群を垂直に配置し、そののち未凝固鋼を含む鋳片を逐次に曲げ、凝固端で水平に戻す垂直逐次曲げ型、(e)
鋳型、サポートロールを水平に配置した水平型、などがある。垂直型は鋳型内に持ち込まれた非金属介在物の浮上分離を容易にするので、高級鋼の鋳造によく用いられたが、建屋建設費が高い欠点がある。彎曲型は建屋を低くし、建設費を下げられるので、量産鋼の鋳造は主としてこの方式で行われている。品質、量産性の向上がともに求められる大型スラブ連鋳機には、垂直型と彎曲型の双方の利点を生かした折衷型の垂直逐次曲げ型が増えている。水平型は設備費・建屋建設費が安いため、小ロットのビレット生産に使われる。
取鍋からタンディッシュ、タンディッシュから鋳型への溶鋼の移送は、耐火物製ノズルを配置し、空気との接触による再酸化を遮断する。タンディッシュは、スラグの巻き込みを避けるために、浴の深さを大きくとり、時には堰やバッフルを設けて非金属介在物の浮上分離促進をはかっている。タンディッシュ/鋳型間の浸漬ノズルと呼ばれるノズルは、非金属介在物が鋳片凝固殻内に溶鋼流とともに深く侵入して捕捉されることのないように設計する。同様の目的と、湯面変動を抑制し凝固殻の表面性状を良好にする目的で、鋳型に磁場をかけ、 タンディッシュから流入する溶鋼流を制御する装置も使われ始めている。鋳型には、鋳片の焼き付きを防ぐための振動装置(60〜240cpm、振幅±4〜10ミリメートル)を設置する。サポートロールは剛性を大きくし、かつロール間隔を小さくして、溶鋼静圧による鋳片のふくれと、その結果として起こる割れや偏析を防ぐ。鋳型直下から鋳片凝固完了部までのロール間には、鋳片全幅にわたって冷却用の水や水ミストスプレーノズルを配置する。鋳型の下方やサポートロール間には、電磁撹拌装置を付けることがある。これは、鋳片内の溶鋼を電磁誘導撹拌し、等軸樹枝状晶を増し、最終凝固位置の溶質元素の偏析を、多数の等軸晶間に分散するためである。また、最終凝固位置に鋳片を圧下する装置を備えることも多い。これも溶質元素が濃化した溶鋼を最終凝固位置から上方の未凝固溶鋼中に押し出すためである。いずれも完全ではなく、併用されることも多い。
|