|
成分や温度を調整し、非金属介在物を除いて清浄にした溶鋼を、取鍋で移送後鋳型に注入・凝固し、半製品あるいは製品とする。かつては多数の鋳鉄鋳型に溶鋼を分注し、凝固終了後、取り出し、これを再加熱し、スラブ、ブルームあるいはビレットに圧延する造塊−分塊法が主流だった。現在は、取鍋内溶鋼を中間容器(タンディッシュ)を介して中空の水冷銅鋳型に一方から注入し、他方から連続的に引き抜く連続鋳造法に変わっている。その理由は、(a)
鋳片が分塊後の半製品と同様の形状(near net shape)で得られるので、再加熱と分塊工程が省略できること、(b)
分塊法では切り捨てなければならない鋼塊の頭部や底部に相当する部分が、連続鋳造鋳片では非常に少ないため歩留りが大幅に向上すること、(c)
成分偏析や非金属介在物も少ないこと、(d) 技術の進歩とともに生産性や鋳片表面品質が格段に改善され、上工程の転炉や下工程の熱間圧延と生産性が整合するため、工程間の連続化が可能になったこと、などである。
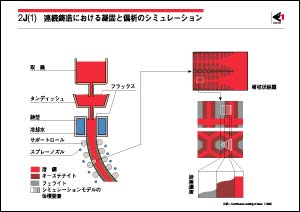
連続鋳造機では、転炉と整合する生産性を確保するため、鋳型から早い速度(1.5〜2.8メートル/分)で引き出した鋳片は、未凝固の溶鋼が薄い凝固殻で包まれたものである。鋳片は下降するにつれ、表面が水あるいは水ミストのスプレーで冷却され凝固殻厚が増す一方、溶鋼静圧も上がる。この圧力で凝固殻が変形しないようにサポートロールで支える。熱ひずみや静圧で凝固殻が変形すれば、凝固殻は高温で延性が小さく、強度も低いので、表面や内部に割れを生じる。生産性の向上と変形や割れ防止には、溶鋼/凝固殻/鋳型あるいはスプレー間の伝熱解析がまず必要である。さらに伝熱解析とリンクさせた鋳型内やサポートロール間での凝固殻内の応力・ひずみ・変形の解析が必須である。差分法や有限要素法によりメッシュ分割した鋳片の伝熱解析、熱弾塑性応力解析、クリープ挙動解析が進歩し、このためのコンピューター計算プログラムが種々開発されている。計算に必要な、鋼の高温における力学的挙動の測定も行われている。
鋳片の品質は、変形や割れ以外に、非金属介在物や溶質元素の偏析によっても劣化する。非金属介在物は、溶鋼流の空気による再酸化、スラグ巻き込み、耐火物の溶損などにより、取鍋→タンディッシュ→鋳型にかけて増加する。これを低減するため、タンディッシュ内とタンディッシュ/鋳型間のノズルを経由しての溶鋼の流動を、非金属介在物が凝集・浮上・分離するのに最適となるよう制御する。この溶鋼流動を、水モデルによるシミュレーションと、流体力学的に乱流場のナビェ・ストークス式のコンピューターによる数値解析から推定する研究が進んでいる。
溶質元素の溶解度は、溶鋼中に比べ固相中の方が低い。したがって、凝固の進行にともなって成長する凝固殻の柱状樹枝状晶前面の溶鋼中に、溶質元素が排出され濃化(正偏析)する。炭素の偏析を模式的に図の右に示す。偏析は、柱状樹枝状晶の樹間や鋳片厚さ方向中心部など、凝固末期に対応するところに著しくなる。晶出する結晶の形態と溶鋼中の温度勾配や冷却速度の関係、凝固の進行にともなう溶質元素の凝固前面への偏析、偏析に及ぼす凝固速度や溶鋼流動の影響、などに関しては、凝固理論が定量的かつ体系的に構築されている。
|