|
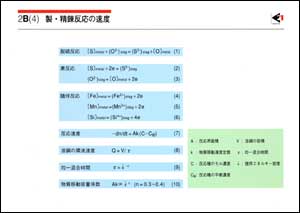
製銑・製鋼プロセスに含まれるいろいろの製・精錬反応は、おおむね高温で進められるので、化学反応速度が反応全体を律速する場合は少ない。たとえば(1)式に示す溶鋼のスラグによる脱硫反応は、(2)式および(3)式に示す素反応、(4)、(5)および(6)式に示す随伴反応などから成っている。これらの素反応、随伴反応は、反応開始後遅くとも1秒後には、反応種の物質移動によって律速されていることが知られている。脱炭、脱硫、脱燐などのように反応全体を、反応種の反応界面への物質移動が律速しているとき、反応種のモル数nの時間t後の変化、すなわち反応速度-dn/dtは、反応界面の面積A、物質移動速度定数k、および反応種のモル濃度Cと平衡濃度Ceの関数として、(7)式のように表わすことができる。
反応全体の速度(総括物質移動速度)-dn/dtを大きくするには、Ak(物質移動容量係数)を大きく、Ceを小さくすることが必要である。Ceは熱力学的検討により、小さくする条件が決められる。Akはガス/メタル系、スラグ/メタル系いずれの系の反応についても、メタル浴内へのガスまたはスラグの吹き込み、スラグまたはメタルの撹拌流動の強化によって非常に大きくすることができる。ガス/メタル系でのメタル浴内へのガスの吹き込み、スラグ/メタル系でのメタル浴内へのスラグ吹き込み(あるいはスラグ浴内へのメタル吹き込み)を行うと、反応界面の面積Aが著しく増加するのは自明であるが、kも同時に大きくなる。これはスラグまたはメタルの撹拌流動が強化され、反応種の反応界面への移動が促進されるためである。
容積Vの溶鋼浴を例にとれば、浴中の反応種が反応界面に到達する速度は、浴中の溶鋼の環流速度Qに比例すると考えられる。Qは、浴中で反応種が均一に分散するのに必要な時間(均一混合時間)τと(8)式のような関係にある。また、τは、浴に加えられた撹拌のための動力(撹拌エネルギー密度) と(9)式のような関係がある。ガス/メタル系やスラグ/メタル系の精錬反応では、撹拌の動力がガス吹き込み、電磁誘導、機械的回転など異なった方法で加えられても(10)式が成り立つ場合が多い。nが0.3〜0.4になる理由は、それぞれの撹拌方法について化学工学的に説明されている。ただし、さらにが大きくなり、ガス中へのメタル粒、あるいはスラグ中へのメタル粒の飛散がはなはだしくなる場合には、nは0.4〜1.0にも達することがある。 と(9)式のような関係がある。ガス/メタル系やスラグ/メタル系の精錬反応では、撹拌の動力がガス吹き込み、電磁誘導、機械的回転など異なった方法で加えられても(10)式が成り立つ場合が多い。nが0.3〜0.4になる理由は、それぞれの撹拌方法について化学工学的に説明されている。ただし、さらにが大きくなり、ガス中へのメタル粒、あるいはスラグ中へのメタル粒の飛散がはなはだしくなる場合には、nは0.4〜1.0にも達することがある。
一方、固相については、高炉におけるコークス・鉱石充填層内を流れるガスによる鉱石の還元速度の例に見られるように、鉱石の還元を移動境界層問題として扱い、ガスの上昇と塊鉱石、コークスの高炉下部への移動にともなう熱および物質移動を互いにリンクさせて解析する研究も進んでいる。
|