|
耐食性が必要な薄板は、焼鈍後、めっきを行う。代表的なものとして、自動車、建材、家電用の亜鉛めっきと、缶詰、飲料缶、ガロン缶用の錫めっきやクロムめっきがある。これらはいずれも能率の点から、切板ではなくストリップのまま、めっきを行う方式が主流である。
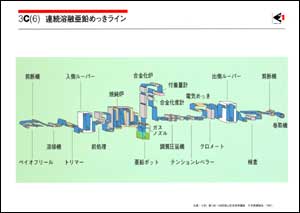
めっきは、溶融めっきと電気めっきに大別される。溶融めっきは厚めっき、電気めっきは薄めっきを施すのに有利であり、高価な錫の薄めっきには電気めっき、安価な亜鉛の厚めっきには溶融めっきがよく使われる。図は溶融亜鉛めっきラインの例である。
ストリップは脱脂、洗浄などの前処理槽を通ったあと、焼鈍炉、溶融亜鉛の入ったポットを順に通り、引き上げられる。焼鈍炉の役目は、必要な材質を得るための熱サイクルを与えることと、表面をガスにより還元して活性化させ、めっきを着けやすくすることである。
めっき層の厚さの制御は、ポット上部にあるノズルからストリップ両面にガスを噴射して、余分の溶融亜鉛を絞ることにより行う。
亜鉛めっき鋼板の断面は、内側から地鉄層/鉄-亜鉛合金層/亜鉛層となっている。この亜鉛層外面は、塗装の密着性や溶接性が必ずしも良くない。この塗装密着性と溶接性を改善したものに合金化亜鉛めっきがある。これを製造する場合には、めっきされたストリップを合金化炉を通して加熱し、めっき層と地鉄との界面における鉄と亜鉛の相互拡散により、鉄-亜鉛の合金層を発達させ、亜鉛層外面にも若干の鉄を含ませる。ラインには通常、合金化炉のあと、調質圧延機、テンションレベラー、クロメートなどの化成処理設備が設置される。
自動車用薄板では、プレス成形のときの金型との摺動性や電着塗装性の改善のために、亜鉛めっき層の上に薄い鉄系電気めっきを行うことがある。この場合、電気めっき設備がラインに設置される。
溶融めっきラインによるめっきとしては、建材用の亜鉛めっきや亜鉛-アルミめっき、自動車用の亜鉛めっきや合金化亜鉛めっきが代表的である。特殊なものとして、自動車のマフラー材に用いるアルミめっき、燃料タンク材に用いる鉛-錫合金めっき(ターンめっき)がある。
|