|
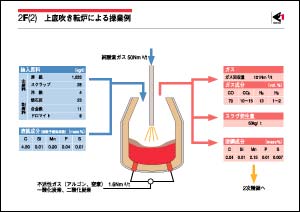
図は、上底吹き転炉における物質収支の一例である。日本における低スクラップ比操業は通常つぎのように行われている。予備処理した低シリコン溶銑を主原料として、これに少量のスクラップを加え、純酸素ガスで溶融吹錬する。溶鋼1トンをつくるのに、溶銑1,033キログラム、スクラップ28キログラム、合金鉄11キログラム、焼石灰23キログラム、純酸素ガス50N立方メートルを用いる。スクラップ高配合操業が経済的に有利な地域では,スクラップ配合率を約15%まで上げることができる。20分の吹錬により、炭素が約4%から0.05%に下がり、温度が1,473K(1,200℃)から1,903K(1,630℃)に上昇する。転炉の吹錬の目的は、脱炭と目標出鋼温度の確保であり、溶鋼の炭素濃度と温度が目標値に達したら吹錬を終了する。出鋼時にはSiMn合金やアルミニウムなどの合金と脱酸剤を取鍋の溶鋼に投入する。出鋼した溶鋼は、このあとの2次精錬工程で脱ガスおよび最終成分調整を行い、目標成分に仕上げる。
操業は、まず転炉を傾動し、炉内にスクラップ、ついで溶銑を装入したのち、炉を直立させ、炉口から純酸素上吹き多孔ランスを挿入し、溶銑浴面に近づけ、純酸素ガスを超音速で吹き付けると同時に、炉底から不活性ガスを吹き込み、浴を撹拌しつつ吹錬を開始する。吹錬当初は溶銑中の珪素が酸化されてシリカとなり、これが炉内に加えた焼石灰や酸化鉄と反応して、CaO-SiO2-FeO系スラグを形成し始める。同時に炉内温度が上昇し、スクラップの溶解も進み始める。吹錬初期は溶銑中の炭素濃度が高いので、吹き込まれた純酸素ガスは炭素と効率よく反応し、一酸化炭素となって脱炭が進む。この段階では、純酸素ガス供給速度が脱炭を律速する。脱炭の進行とともに浴の温度はさらに上昇する。脱炭が進み、炭素濃度が低下するにつれて、脱炭反応は溶鋼中の炭素移動律速となる。溶鋼の撹拌による炭素の移動が不十分であると、吹き込まれた純酸素ガスは、炭素と反応するよりも鉄を酸化させることに使われ、スラグ中に酸化鉄が増え、鉄の歩留りが低下する。これを防ぐため、炉底からのガス吹き込みを活発にする。
吹錬の制御は、吹錬モデルを利用して行う。吹錬モデルは、装入原料の組成や温度、炉体耐火物の損耗度、排ガスの2次燃焼比率などを含め、物質収支や熱収支ならびに熱力学計算、反応速度計算にもとづいて組み立てる。従来は吹錬の都度、そのヒートのデータをモデルに入力して、純酸素ガスの吹き込み量を決定するスタティックコントロールを行っていた。現在ではこれに加えて、吹錬が終了に近づくと、サブランスにより炭素量および温度の測定を行い、その結果に応じて吹き込み酸素量を調節し、目標値になった時点で吹錬が終了するダイナミックコントロールを行うのが普通である。転炉操業の要点は、(a)
吹錬終点の炭素濃度と温度を、一度の吹錬で目標値に合致させる的中率をいかに高くするか、(b) 脱炭酸素効率、歩留り、生産能率をいかに高めるか、(c)
炉体耐火物の溶損、副原料・純酸素ガスの消費や熱損失をいかに少なくするか、などである。
吹錬終了後炉体を傾け、出鋼口から溶鋼を取鍋中に注入する。この際、合金鉄や脱酸・脱硫剤を取鍋中の溶鋼に加える。出鋼末期には、酸化力の強い転炉スラグが取鍋に流入して脱酸後の溶鋼を再酸化するのを防ぐため、種々のスラグストッパーを利用する。
|