|
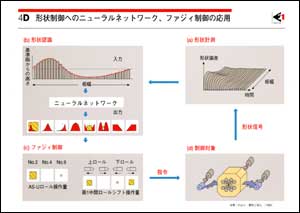
新しい制御では、ニューラルネットワークで圧延材の形状パターンを認識し、あらかじめ学習によって記憶してある基準形状パターンとの対応により、形状の主要成分を抽出する。抽出した形状成分の含まれる量に応じて、ファジィ制御が操作法を指令する。
この方法では、まず、形状検出器により出側での板の形状を検出する。これは、基準面から板面までの高さを幅方向各位置で測ることによって行う。図(b)はその測定結果の例を示す。このような測定結果が信号として入力されると、ニューラルネットワークは、あらかじめ決められた8つの基準形状パターンのうち、どのパターンがどれ位の割合で含まれているかを出力する。
図(b)では、ニューラルネットワークの出力部分に、8つの基準パターンが示されていると同時に、各パターン内に併記されたハッチング部の面積が、信号に含まれる各基準パターンの割合を示している。この例では、一番左のパターンが主成分であるほか、左から5番目のパターンが一部含まれていると出力されている。
この出力は、つぎにファジィ制御部に伝えられ、どのロールをどれだけ操作すればよいかを示す値に変換される。図(c)では、AS-UロールのNo.2サドルを上昇させること、第1中間ロールの上側を左に、下側を右にシフトするという結論になっている。
このような“測定-認識-操作量への変換-測定”というサイクルを繰り返すことによって、圧延中の板の形状が改善される。この制御システムを実際のステンレスの圧延に適用した結果によると、手動制御の場合よりも形状は改善されたが、修正しきれない形状不良が残ったと報告されている。今後さらにこの未改善の部分の解析が行われ、その結果をもとに新しい制御方式が試みられてゆくことになる。どの分野においても技術の進歩とはこのようなプロセスの積み重ねであり、この姿は将来も変わることはないであろう。
|