|
H形鋼は単位重量あたり、大きい断面2次モーメントをもち、曲がり、ねじれを生じにくい。この特性を生かして、H形鋼は建築物の柱や梁、橋梁などに用いる。
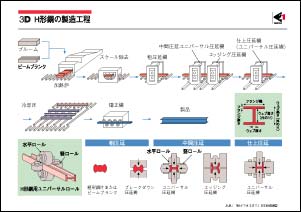
H形鋼のように断面形状が矩形でない製品も、圧延による製造が可能である。図は、H形鋼の圧延設備と途中の圧延状態、およびH形鋼製品部位の呼称を示す。
H形鋼は粗圧延の段階ではカリバー圧延を行う。これは溝を有するロールを用いて、溝と同形の断面形状を持つ材料を得るものである。これによりH形に近い断面形状にしたあと、ユニバーサル圧延機とエッジング圧延機によって仕上げる。ユニバーサル圧延機は、水平ロールのほかに一対の竪ロールを有する圧延機で、4つのロールによって、材料が通過する部分にH形の断面が形成され、H形鋼の圧延に適している。エッジング圧延機は、図のようなカリバーロールを備え、製品のフランジ幅を調節する機能を受け持っている。
ユニバーサル圧延機では、フランジとウェブの厚さの変更はロール間隔の調節により簡単にできる。しかし、圧延によりウェブ高さやフランジ幅を変える場合には、それぞれ専用のロールを必要とするうえに、ロールを交換する必要がある。とくに、ウェブ高さは圧延時の水平ロールの幅とフランジ厚さの和で決まるため、ウェブ高さの種類と同数の水平ロールが必要であった。この欠点を解消するための開発が行われ、最近ではロール交換をせずに、幅変更が可能な一本の水平ロールによりウェブ高さを調節できる圧延機ならびに圧延技術が実用化されている。
断面形状がH形でない、鋼矢板、溝形鋼、山形鋼やレールなども、カリバー圧延とユニバーサル圧延の組み合わせによる圧延が可能である。
|