|
鉄鋼材料は冷間圧延されると、塑性変形によって生じる転位がからみ合って硬化する。硬化した材料を軟化させるために焼鈍を行う。焼鈍工程は、材料を加熱・保時・冷却する工程から成り立っている。加熱することによって鉄原子は移動しやすくなるので、加工によって硬化した鋼の結晶は回復し、再結晶する。この過程で、からみ合った転位は消滅し、加熱、保持条件に対応した大きさの新しい結晶粒が生成し、成長する。さらに、加熱、保持の時に、析出物は分解し固溶原子になる。固溶した原子は、冷却時、冷却速度に応じた大きさと分布でふたたび析出する。このような結晶粒や析出物の変化も材料の硬さに影響を及ぼす。
冷間圧延後のコイルは、加工により硬化しているため、軟化のための焼鈍を行う。焼鈍とは、鋼を加熱することにより、加工によって導入され硬化の原因となっている転位などの格子欠陥を、鉄原子の拡散によって減少させたり、溶質元素の固溶・析出などを制御するプロセスである。
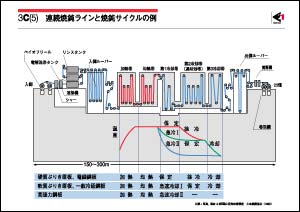
冷延コイルの焼鈍は、従来は、コイルをバッチにまとめ、箱型炉で行っていた。これをバッチ焼鈍あるいは箱焼鈍という。最近ではコイルを巻き戻し、多数のコイルを次々に溶接しながら加熱炉の中を通過させたのち、ふたたび巻き取る連続焼鈍が主流である。図は連続焼鈍ラインを示す。
ライン内の設備は、入側設備、炉体部および出側設備に大別される。主な入側設備は、ペイオフリール、溶接機、電解清浄装置および入側ルーパーである。
炉体部は、加熱帯、均熱帯および冷却帯から成る。冷却帯はさらに3つのゾーンに分れており、急冷−加熱保持−急冷などの複雑な冷却パターンがとれるようになっている。
出側設備は、出側ルーパー、剪断機、巻取機であるが、このほかに調質圧延機やめっき設備が設置される場合もある。
連続焼鈍でストリップに加える熱サイクルは、製品によって異なるが、代表的なものは図に示した3つのパターンである。たとえば、一般冷延鋼板の場合、973K(700℃)で約1分間加熱したあと急冷し、673K(400℃)付近で1分から3分間保持して固溶炭素を析出させ、室温まで冷却する—というのが一般的である。
設備全長は150〜300メートルであるが、ライン内のストリップの全長は2,000メートルに及ぶ。ストリップの通過速度は最大200〜700メートル/分であるが、最近では板厚0.15ミリメートルの缶用鋼板が最大1,000メートル/分で通過するラインも実現している。このようなラインの操業には、温度制御、雰囲気制御のほかに、ストリップの速度制御、張力制御、蛇行制御が必須であり、それぞれに高度な自動制御技術が採用されている。
|