|
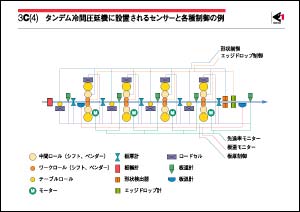
図は、標準的なタンデム冷間圧延機に装備されているセンサーと制御の一例を示している。
鋼板圧延機では反り、曲がりのない平たんな鋼板を、目標どおりの厚みと幅になるように圧延しなければならない。板厚の制御は、圧延中の鋼帯の板厚をセンサーで測定し、測定値と目標板厚との差を算出し、この差をなくすように制御モデルによって板厚差を目標ロール間隔に変換し、このロール間隔に合わせるように圧下装置を動かす、という過程を繰り返して行う。実際には、目標値を満足するように、モデルで与えられた圧延条件をセットし、圧延を開始する。圧延中はセンサーによって実測された値を用いて、制御量を修正するというダイナミックコントロールを行う。したがって、近代的圧延機では、ロールを支持して駆動するという圧延の基本機能に加えて、多くのセンサーや制御装置が装備されている。
板厚の制御は、各スタンドの前後に設置された板厚計をセンサーとして、ワークロールの圧下量を制御することによって行う。板クラウンやエッジドロップを減らしながら、形状を制御するには、板厚の分布や形状検出器の出力をもとに、中間ロールやワークロールのベンディング、シフトあるいはクロスなど、その圧延機に装備されている形状制御装置を利用する。
タンデムミルでは、材料に張力を与えた圧延を行うのが普通である。この場合、張力の制御とともに、スタンド間での材料の連続性を維持する必要があり、このためには、板の速度の測定結果にもとづいて、ロールの回転数を制御することが必須である。さらに、最近の熱間圧延では、圧延中に結晶粒、変態、析出などの組織制御を行う制御圧延が一般的である。このためには、圧延中の材料の温度を制御する必要があるので、温度の測定結果にもとづいて冷却制御を行う。
|