|
平たん度不良には、板幅中央部が余分にのびて波状になる中のびや、幅端部が波状になる端のびなどがある。平たん度不良や板クラウンは、板厚減少率が幅方向で異なることによって生じる。
板クラウンを減少させるための一般的な方法には、ワークロールをバックアップロールではさむ4段式圧延機、ワークロールを凸形の形状にするロールクラウン、ロールをあらかじめ板クラウンと逆方向に曲げておくロールベンダーなどがある。これらはいずれも、ロールに材料がかみ込む前に、ワークロール間の間隙を板幅中央が薄い凹形にしておき、材料がかみ込んだ時点で圧延荷重によって、上下のワークロール表面が平行になることを意図したものである。これらが実用化され、板クラウンは年々改善されてきたが、さらに一層の改善をめざして、新しい方式が考案されている。これには、ロールを幅方向にシフトするロールシフト圧延機と、ロールの軸をクロスさせるロールクロス圧延機がある。
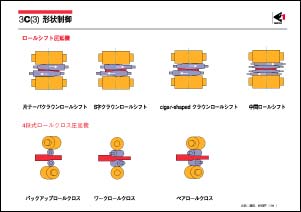
ロールシフト圧延機には、ワークロールをシフトさせる方式と、中間ロールをシフトさせる方式がある。ワークロールシフト方式は、図のように、特殊な形状を持つロールをシフトすることで、広範囲の板幅に対し、板厚の均一化や平たん度の向上を図る。中間ロールシフト方式は、中間ロールの胴端が圧延材の端近くになるようにシフトすることで、ロールベンディングによる板厚の均一化や平たん度の向上をより効果的に行おうとするものである。さらに、中間ロールに特殊な表面形状を持たせる場合もある。
ロールクロス圧延機では、上下のロール軸を互いに交差させて、ロール間の間隔を調整する。クロス角は最大1.5°というわずかな角度で大きな効果が得られる。図に見るような3とおりの方法が考えられるが、このうち、ペアロールクロス圧延機が薄板および厚板の熱間圧延機に採用されている。
|