|
圧延機を構成する各部品は、圧延荷重によって弾性変形する。圧延機全体の垂直方向の変形のうち、最も大きいのはロールの変形であり、全変形の60〜70%を占める。このほか、ハウジングや圧下装置の変形がそれぞれ10〜20%を占める。
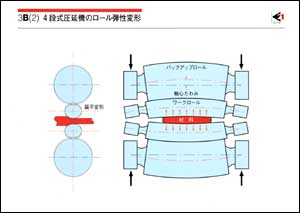
4段式圧延機のロールの変形は、図のようにバックアップロールおよびワークロールのたわみ変形、ワークロールのバックアップロールや材料との接触による偏平変形、バックアップロールのワークロールとの接触による偏平変形の4種類である。これらの変形量はそれぞれについて理論解析が行われている。
圧下装置やハウジングの変形を含めた、圧延機全体の垂直方向の変形量に対する圧延荷重の比を、圧延機のたて剛性係数あるいはミル定数という。ミル定数は厚板圧延機では500〜1,000トン/ミリメートル、冷間圧延機では400〜600トン/ミリメートルであり、バックアップロールの直径が大きいほど大きい。圧延中、1,000トンのオーダーの圧延荷重が発生するので、圧延機には1ミリメートル以上の変形が生じることになり、これを考慮しない限り板厚精度の確保はできない。またミル定数が有限であることから、圧延機には圧延可能最少板厚が存在することになる。
圧延中のワークロールが偏平変形するので、変形理論によって圧延荷重を計算する場合、この補正が必要となる。ワークロールのたわみ変形の結果、鋼板の板厚は幅方向中央で厚く、端部で薄い凸状の分布を生じる。この板厚差を板クラウンという。さらに板幅方向の塑性変形やロールの偏平・摩耗などにより、板幅の両端では急激な板厚減少が生じる。これをエッジドロップという。板クラウンやエッジドロップを小さくすることは、板圧延における大きな課題である。
|