|
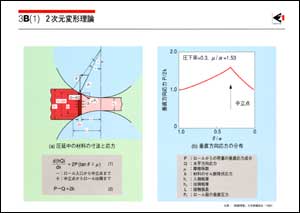
加工法には圧延、鍛造、押し出し、引き抜きなどがあるが、最も基本的な板圧延について説明する。広幅の鋼板を2本のロールによって圧延するとき、鋼板の端部以外では、板幅方向の変形を無視し、板厚方向と長さ方向の2次元変形として取り扱うことができ。ロールにはさまれた部分の材料には、垂直方向の応力Pと水平方向の応力Qが発生する。Pはロールからの圧縮荷重による応力であり、Qは圧延方向の変形が、前後の材料によって拘束されることにより発生する応力である。さらに、ロールに接している材料表面とロール表面との摩擦のために、摩擦力μPrが発生する。入側では材料の速度よりもロールの周速度の方が大きいため、摩擦力は出側の方向に働き、出側では逆に材料速度の方が大きいため摩擦力は入側の方向に働く。この間で、両者の速度が一致する点が中立点である。
図(a)に示す斜線部の領域で、ロール幅方向に単位長さを持つ微小体積について、応力PおよびQは板厚内で一定、摩擦係数μは接触弧全域で一定と仮定して、水平方向の力の釣り合いを考えて(1)式が成り立つ。(2)式は、材料が塑性変形を起こすためには、応力PおよびQによって生じるせん断応力が材料のせん断降伏応力に到達する必要があることを表わす降伏条件式である。(1)式と(2)式を連立して解けば、PおよびQが求められる。垂直方向の応力Pは図(b)のような分布を示し、中立点でピークを持つ。応力Pを接触弧長にわたって積分すると単位幅あたりの圧延荷重が求められる。さらに応力Pによるロール軸まわりのモーメントを積分することにより、圧延トルクが計算できる。
圧延荷重は、圧延機の変形や出側板厚の決定に際して最も基礎となる値であり、できるだけ正確に予測する必要がある。板厚精度の向上や板の形状を理論的に取り扱うには、応力の板厚方向分布や幅方向の変形を圧延荷重に反映させる必要がある。このためには、3次元の取り扱いも可能な有限要素法などによる解析が必要である。
材料の加工やロールと材料の摩擦による発熱の結果、圧延中にロールや材料の温度が上昇して、ロールの摩耗が進むとともにロールと材料の焼き付きを起こす。これらを防ぎつつ圧延荷重や圧延トルクを減らすために、ロールと材料との接触部に水や圧延油を供給して潤滑する。
これらを反映した多くの解析法が開発されており、対象に応じて最適の方法を選択することが求められる。
|